|
|
 |
| 单位:[mm] |
| 型号 |
A |
B |
C |
D |
E |
F |
精度(/M) |
重量(kg) |
| 1212J |
1200 |
364(414) |
1636 |
1200 |
210(225) |
2010 |
±0.04 |
380(430) |
| 1612J |
1200 |
364(414) |
1636 |
1600 |
210(225) |
2410 |
±0.04 |
400(450) |
| 1615J |
1500 |
364(414) |
1936 |
1600 |
210(225) |
2410 |
±0.04 |
410(460) |
| 2015J |
1500 |
364(414) |
1936 |
2000 |
210(225) |
2810 |
±0.04 |
450(500) |
|
|
| ※CNC系统的场合,取括号内的值。没有括号的数值、是共通数据。
|
|
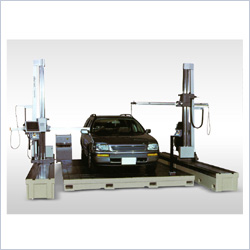
与Layout machine专用平台配合使用
精度与各轴精度测量是基于本社检查方法。
|
|
| J型专用平台时(单位:μm) |
L:mm 精度检查基准:演算处理功能电子控制装置 |
|
| 类型
|
各轴测量精度:U1 |
空间测量精度:U3 |
| 1212J |
40+30L/1000 |
50+40L/1000 |
| 1612J |
40+40L/1000 |
50+50L/1000 |
| 1615J |
40+50L/1000 |
50+60L/1000 |
| 2015J |
50+50L/1000 |
60+60L/1000 |
|
|
 |
|
|
|
|
 |
使用方便。 |
|
标准式样简单,与使用目的相配合可选择把手输送和微动输送等,各单元都按照简易操作的原则进行设置。 |
|
测量精度,确立在日本工业规格(JIS B7440)基础上。(但是,规定在专用平台上使用)。 |
|
悬臂,立柱截面做成"口"型,变得不容易发生左右偏斜,上下波动,旋转摇摆等误差。同时,把悬臂头和立柱头做为分开方式,变得容易调整,真直度提高的同时,也使往返同点误差等变得不易产生。 |
|
富有通用性。 |
|
跟以前的基本驱动方式和先端有很好的对应。 |
|
从手动模式·马达驱动模式到CNC模式按照用途可以升级。 |
|
CNC系统的情况,采用CFRP(碳纤维)制作的悬臂,高刚性,高精度化。 |
|
|
|
|
|
|
|
|
|
|
|